

 QQ
QQ
无论是做PLC项目开发,还是后期维护,都有一个不可问题存在,设备会无缘无故的不动作,一般的有经验的PLC工程师会将报警写得很详细,但是仍然不可避免出现疏忽,这时,我们该如何补救的,接下来,就给大家介绍一个非常有趣的应用,可以将PLC流程显示在HMI上,只要设备停止,可以在HMI实时显示出停在哪一步,这一步是做什么的,需要什么条件。
调试人员可以少很多时间去连机,对一些不熟练使用PLC的人员也可以进行简单判断。下面做了一个实现步骤,来实现这个功能。
首先创建一个Graph 流程的FB块,用FB块进行流程图的编程,打开FB功能块,并在编辑菜单中勾选如图“从HMI显示/访问内部参数”
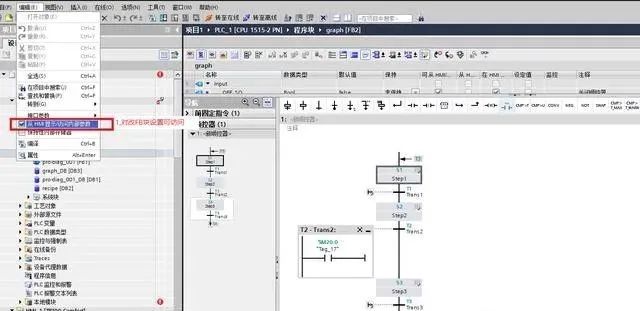
打开graph功能块,并进行设置
在HMI中新建一个画面,增加一个控件“GRAPH总览”如下图所示
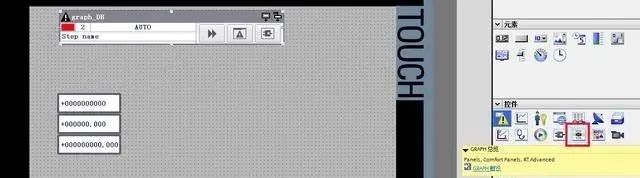
添加控件
添加一个画面4,并在画面四种添加一个控件“PLC代码视图”
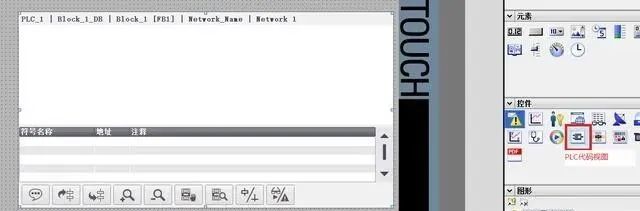
添加PLC代码视图
配置控件,将变量连接到对应的FB块的背景块中的"OFF_SQ"

连接GRAPH块的变量
在事件中编辑“PLC代码视图按钮单击”,目的是出现问题时按下按钮时可以直接跳出对应的画面四,并在画面四中显示对应的PLC代码

PLC代码编辑
执行结果如下图,停在第二步,原因是M20.0信号没有满足.

监视结果
例子是一个简单的实例,PLC工程师编程时应该要考虑到变量名,步号的名称,这样才能达到效果。
- 下一篇:西门子S7-200PLC自由口与PPI通讯的区别
- 上一篇:西门子变频器的分类
